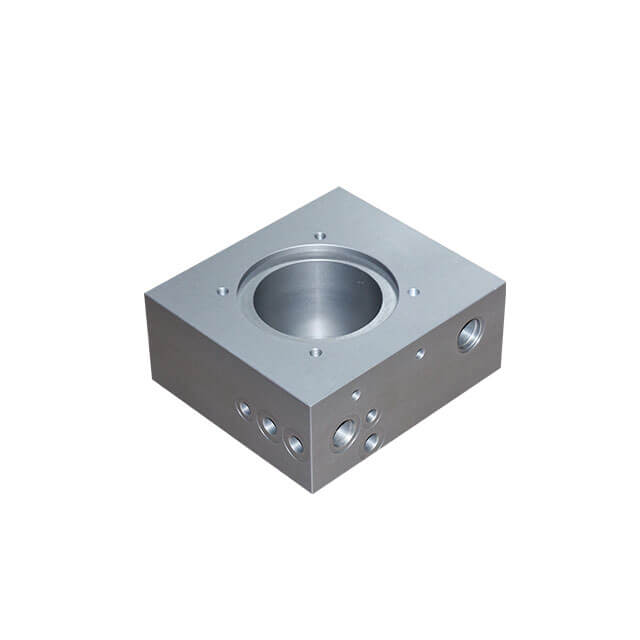
バルブブロックの設計が完了した後の処理技術は次のとおりです。前処理。バルブブロックを処理するための材料は、コンパクトで、中間層、トラコーマ、およびその他の欠陥があってはなりません。ブランクは、処理前に検査する必要があります。鋳鉄ブロックおよびより大きな鋼ブロックは、処理前にエージングおよび前処理する必要があります。切断。通常、各面に少なくとも2mmの加工代を確保する必要があります。フライス盤プロファイル。バルブブロックの6つの側面をフライス盤で削り、各側面に0.2〜0.4mmの粗い研削量を残します。粗研削。バルブブロックの6面を粗研削し、各面に0.05〜0.08mmの微粉砕量を残し、対応する表面の各ペアの平行度が0.03mm未満、隣接する2つの表面の垂直度が0.05mm未満であることを確認します。線を引きます。可能であれば、CNCボール盤のセンタードリルで直接完成させることができます。掘削。各穴の表面粗さはRa12.5です。微粉砕。バルブブロックの6つの表面をra0.4umの粗さに粉砕します。バルブブロックを加工するときは、使用要件を満たすために形状と位置の公差を厳密に制御する必要があります。形状公差と位置公差の基準値は次のとおりです。バルブブロックの6つの表面間の垂直公差は0.05mmです。反対側の表面の平行度公差は0.03mmです。各表面の平坦度公差は0.02mmです。ねじ山とその合わせ面の間の垂直公差は0.05mmです。すべての穴と端面の間の垂直公差は0.05mmです
バリ取りと洗浄:油圧システムの清浄度を確保するために、バルブブロックのバリ取りを行う必要があります。現在、多くのメーカーが手動バリ取りにブラシを使用していますが、バリ取りにはメタンブラスト法も使用しています。バリ取り後、バルブブロックは内視鏡検査に合格してバリ取りが完了していることを確認する必要があります。バルブブロックを清掃します。バルブブロックの表面にあるあらゆる種類の粒子汚染物質、腐食性物質、グリースなどを取り除きます。





無錫美泰克精密機械有限公司
アドレス
無錫市新呉区梅村鎮新錦路26号
電子メール
qyh@wxmtk.com
電話番号
86-13861801886
すべての権利を保有 © 無錫美泰克精密機械有限公司
 86-13861801886
86-13861801886 qyh@wxmtk.com
qyh@wxmtk.com